發布日期:2022-10-09 點擊率:147
1 問題的提出
A系列X2012A龍門銑床是北京第一機床廠80年代的老產品,其工作臺和主軸箱的進給運動,均采用直流電動機拖動,由可控硅整流供電調速系統是由分立式電子元件組成晶體管觸發電路,使用數年后,元件易老化,性能變差,雖然后期產品經過一次技術革新,應用了固體組件 運算放大器,但觸發器仍用分立元件,只起到了治標作用,仍不能解決根本問題 電機是直流電動機,直流電動機結構復雜,碳刷和整流子摩擦,電樞電流會引起火花電蝕碳刷和整流子,嚴重影響電機壽命 ,另外直流電動機的整流電源線路復雜,故障率高,維修工作量大,費用高控制系統穩定性差,容易導致系統振蕩 ,特別是在低速段,而龍門銑床加工都在低速段,這樣使工作臺進給很不平穩,速度時常突變,不利于加工產品,同時維修 調整難度大,而龍門
銑床的控制單元是采用繼電接觸式系統,雖然結構簡單,價格便宜,但對復雜電路控制,需用大量繼電器 布線,設備體積大,開關動作慢,功能較少,接線復雜,觸點易損壞,靈活性較差等缺點根據以上這些問題,為了達到改造的理想效果,經過大量的實踐認證,采用現代先進器件 變頻調速器等在龍門銑床應用將取得較好的效果。
2 PLC控制器變頻調速器的特點
龍門可編程控制器是在集成電路計算機技術基礎上發展起來的一種新型工業自動化控制裝置它將計算機語言轉變成面向機床的自然語句進行編程,使得不熟悉計算機的人也能方便使用,因此它具有如下特點:
(1)程序可以變更 復制和儲存,而且操作簡單,不需要復雜的程序語言和程序設計;
(2)具有運算數據傳遞及模擬量控制等多種功能;
(3)能將計算機功能完備靈活與通用性強等優點同繼電器控制的易懂易會與操作方便等優點結合起來為現代機電一體化奠定基礎;
(4)系統在硬件和軟件上都采取了保證可靠性的措施,具有很強的抗干擾能力,能夠在惡劣的工業環境中可靠地工作,實現長時間無故障運行,它還能保持斷電后程序不會消失;
(5) 系統中元件少,回路簡單明了,每一個輸入 輸出信號有明確指示,故障極易判斷,維修方便 它還具有體積小功耗小噪音低等其他繼電線路所沒有的優點。
變頻調速是通過改變電源頻率對三相異步電動機進行無級調速它的調速性能超過了直流電動機,它具有以下特點:
(1)有良好的啟動和制動性能;
(2)有良好的調速性能 ;
(3)控制電動機正反轉,不需要通過交流接觸器改變電源相序來改變電動機轉向;
(4)通過頻率設定,能避開諧振頻率,有效保護設備機械部分不受損壞它還具有節能維護工作量少,能顯著提高生產率和產品質量。
綜合以上PLC和變頻調速的優越性,因此采用PLC完成系統的邏輯控制,變頻器實現對電動機的調速,而A系列X2012A龍門銑床正好足這樣一個控制過程,如此可見應用PLC控制器、變頻調速器來實現較好的解決A系列X2012A龍門銑床存在的問題。
3 龍門銑床的硬件系統
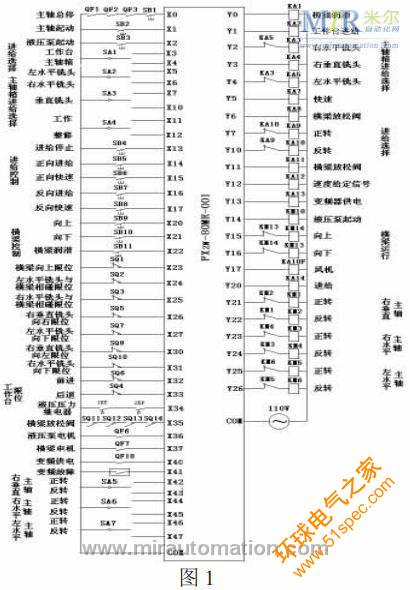
(1)可編程控制器完成系統邏輯控制部分,控制垂直銑頭左水平銑頭右水平銑頭,實現正反轉,橫梁實現上升下降和液壓泵的起動,控制工作臺主軸 箱的電動機正反轉快速移動調速等控制信號向變頻器發出起停調速等信號,使電動機工作。根據系統的控制要求選用日本二菱公司生產的FX2N-80MR-001型PLC.
銑床的主軸橫梁液壓電動機的控制由PLC控制,見圖1所示。
(2)變頻器為電動機提供可變頻率的電源,使工作臺或主軸箱實現無級調速選用日本安川616G5通用變頻器。
工作臺和主軸箱的進給,通過PLC對變頻器控制,見圖2所示。
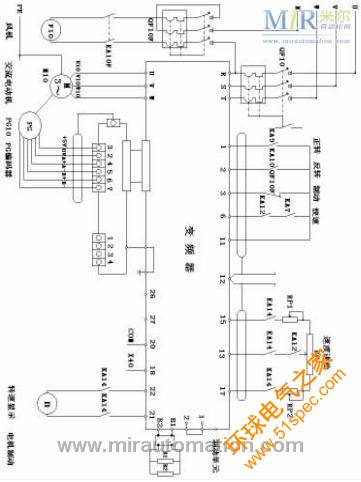
圖2
(3)為使系統能自 動調節,采用旋轉編碼器PG與電動機同軸連接,完成速度檢測及反饋信號形成閉環系統,通過變頻器進行運算調節。
(4)制動電阻 原龍門銑床直流電動機采用能耗制動,因此變頻器配上能耗電阻,在加速 減速時將機械能轉換為電能消耗在電阻上,電動機將自動剎車減速 在零速附近變頻器供給電動機直流電,成為能耗制動狀態 實現制動,使工作臺可靠停止。
4 銑床系統軟件的設計
根據龍門銑床機械動作的要求,必須對PLC進行編程,這是設計PLC控制系統中工作量最大的一項工作。本系統編程采用形象直觀容易掌握的梯形圖編程語言,實現電路的各種邏輯順序控制系統軟件梯形圖見圖3。

圖3
5 系統調試
PLC控制系統設計和安裝好了以后,就可以進行系統總調試了在檢查接線等無差錯后,先對各單元環節分別進行調試,然后再按系統動作順序,模擬輸入控制信號,逐步進行調試 ,并投入運行實驗。
6 結束語
X2012A龍門銑床的技術改造,應用了具有先進水平的新技術新器件,PLC與變頻器調速系統,從而取得了良好的經濟效果,解決了直流系統低速段振蕩的問題,PLC對繼電器控制系統既簡單易懂,且操作方便,程序便于修改,判斷故障明確直觀,提高了工作效率 通過走訪用戶,認為性能穩定 ,調速功能好,基本上無故障率,而維修人員擺脫了從過去經常修直流電機的繁重勞動此次技術改造積累了一定的經驗與方法,具有較好的推廣和應用價值。
下一篇: PLC、DCS、FCS三大控
上一篇: 索爾維全系列Solef?PV


