發布日期:2022-10-11 來源:環球電氣之家 作者:環球電氣之家 點擊率:958 品牌:組態王_Kingview

引言:管式絞線機絞線機(以下簡稱“管絞機”)是一種能廣泛應用于各類軟/硬導體線(鋼絞線、鋁絞線及銅絞線等)及電子線(如:電源線、耳機線等)的絞合機械設備,使多根單支導體扭成一股,達到線材的工藝要求。扭絞后的線纜往往具有很高的強度,因此就對收卷裝置提出了較高的要求。
一、 工藝介紹:
管絞機的主要機械結構如下圖所示:
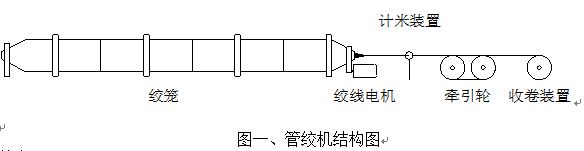
其中:
1.絞籠:內部裝有放線搖籃,將要扭絞的線盤安裝在搖籃上,絞籠轉動將這些線纜扭絞在一起,絞籠由絞線電機帶動。
2.牽引輪:在絞籠轉動的同時,牽引輪根據節距(pitch)的要求,按照一定的同步系數與絞線電機保持同步。
3.計米裝置:用于測量生產的線纜長度。
4.收卷裝置:將扭絞后的線纜成品纏繞在線盤上。
二、 傳統收卷裝置存在的問題:
傳統的收卷裝置由力矩電機控制器和力矩電機組成。力矩電機的轉速-轉矩特性見圖二,主要特點是在恒定電壓時,輸出轉矩與轉速有關,當轉速為最大轉速,即同步轉速時(一般為1500RPM),輸出轉矩為0;轉速下降時,輸出轉矩逐步增大;當轉速為0,即堵轉時,輸出轉矩達到最大值,即堵轉轉矩T0;T0的大小與電機電壓有關,電壓越大轉矩越大。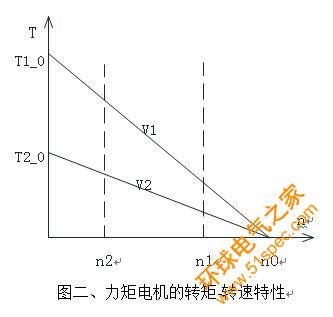
當生產線速度恒定時,開始收卷圈筒直徑較小,收卷轉速較快,收卷轉矩T也較小,根據線纜張力F = T / R ,由于這時R也較小,所以線纜上的張力并不是很小;當收卷卷徑變大時,收卷轉速將變小,為使線纜上的張力保持恒定不變,理論上要求收卷電機的輸出轉矩變大,而轉速變小時輸出轉矩變大,正是力矩電機的固有特性,所以當線速度恒定不變時,使用力矩電機可以近似地滿足收卷張力恒定的工藝要求。
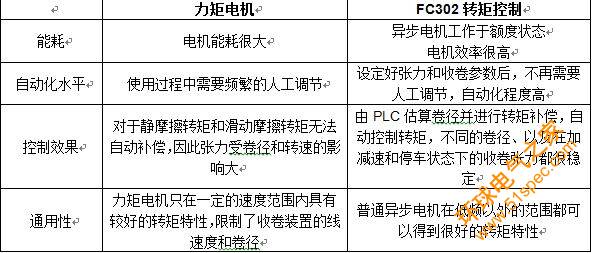
力矩電機收卷的不足之處在于:
1. 轉矩控制精度較低
2. 加、減速時,由于轉速較低,輸出張力往往過大,需要操作員不斷手動調節力矩電機控制器的輸出電壓來對此進行補償,而手動調節的性能很難控制。
3. 功耗大,效率低,力矩電機發熱厲害,容易引起故障。
三、 FC302收卷張力控制:
1. 系統配置
電機:加裝編碼器反饋的異步電機
驅動器:Danfoss FC302變頻器
Danfoss FC302變頻器支持轉速閉環轉矩控制,即使驅動普通異步電機,也能實現5%的轉矩控制精度。PLC做收卷卷徑計算,然后算出收卷轉矩給定值,通過RS485串行通信口傳輸給變頻器。整個系統的構成如圖三:
2. 開發過程:
1)電機選擇:
首先根據線盤和張力要求,計算所需的最大轉矩,存在以下等式:
轉矩 × 機械傳輸效率 × 減速比 = 張力 × 滿卷半徑
以常用的1600收卷筒為例,線筒直徑為1.6 m,通常滿卷直徑為1.25 m,假設工藝要求張力為1900 N,減速比為45.16,機械傳輸效率為0.8,可推導出所需轉矩為32.86 Nm,所選電機的額度轉矩必須大于等于32.86Nm。
再根據線纜的線速度VLine,核算電機轉速,根據公式:
VLine = πD×n / 減速比
假設生產線速度VLine為100 m/MIN,卷徑為最大卷徑1.25m時,可以算出電機的轉速為 1150 rpm,小于電機額定轉速1460rpm,滿足電機滿轉矩出力的要求;當卷徑為最小值0.8m時,可以算出電機的轉速為 1797 rpm,在合理的恒功率工作區域之內。因此選擇額定轉矩轉矩為36Nm,額度功率為5.5 kW的4極異步電機。
如果依然選用力矩電機收卷的話,則需要選用約100Nm、55A的力矩電機,電機容量將比普通異步電機大3倍。
2)卷徑計算:
提高收卷質量的關鍵在于保持收卷張力的恒定,而張力 = 轉矩 / 卷徑,卷徑可由傳感器測得,但為了降低成本往往由PLC來計算得出卷徑。收卷排線裝置的兩端各有一個行程開關,將行程開關的信號輸入到PLC,就能在每次換向時疊加收卷卷徑。理論上,每次行程開關信號觸發都代表開始繞新一層,卷徑增加兩個線纜直徑,但實際線纜為圓柱形,所以增加的卷徑往往小于線纜直徑,所以需要引入修正系數λ。
收卷當前卷徑 = 前收卷卷徑 +線徑×2×λ
計算出卷徑后,即可得出對應的收卷轉矩。
3)變頻器參數設置: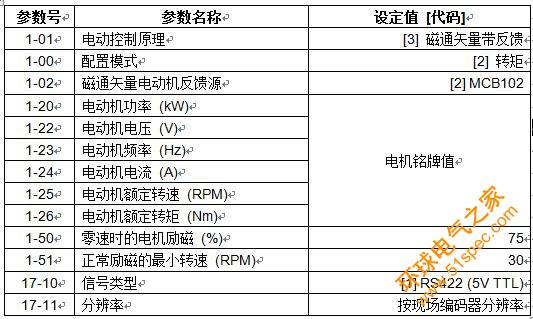
為了實現高精度的轉矩控制,首先在1-**參數中正確設置電機的各個參數,還需要再進行完整的AMA(電機自適應);其它需要優化的參數還包括:轉矩和電流、最高轉速的限制,PID控制器的參數,通信參數,發生故障后的處理方式等。
四、 結束語:
現場實際運行過程中,收卷裝置大大減少了操作員的工作量,提升了管絞機的自動化水平。系統調試也十分簡單易行,得到客戶的一致好評。
下一篇: PLC、DCS、FCS三大控
上一篇: 索爾維全系列Solef?PV

型號:109P0424HTD28
價格:面議
庫存:1000
訂貨號:109P0424HTD28

型號:FV-06035-BA
價格:面議
庫存:999
訂貨號:

型號:80TN0560C13
價格:面議
庫存:999
訂貨號:

型號:R2E190-A026-44
價格:面議
庫存:500
訂貨號:

型號:6550KG1-31
價格:面議
庫存:999
訂貨號:

型號:dkhr500-4sw.155.6hf
價格:面議
庫存:999
訂貨號:


