發布日期:2022-04-27 點擊率:116 品牌:丹佛斯_Danfoss
tension control is needed. Danfosss motion control card has high precision control
ability, add the software developed by Danfoss specially for center winder, it can
been used in these application. The document will discuss the solution and
experience of Danfoss center winder option card used in stress-relieving control.
Key words: Danfoss VLT Tapered-Tension Center-Winder
引言:
上海太平洋紡織機械成套設備有限公司印染機械分公司生產的的LSR800熱定型機可供高級織物浸扎肋劑拉幅整理之用,達到國際先進水平。其中收卷控制系統為滿足高檔外貿客戶張力錐度控制的高難度要求,特采用丹佛斯FC302系列高性能變頻器和中心卷繞卡,取得了很好的控制效果和良好的經濟效益。
一、 LSR800熱定型機收卷機的工作原理:
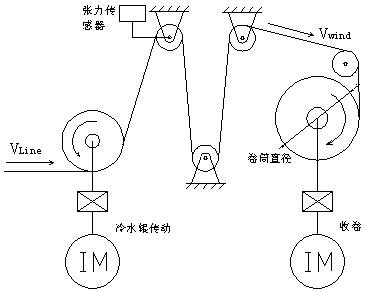
如圖一所示,LSR800熱定型機收卷機前級為冷水輥,采用Danfoss VLT AutomationDrive FC301系列驅動器,恒速度控制,電機上裝有編碼器,既用作冷水輥驅動器的速度反饋,又可以作為收卷控制的織物線速度前饋檢測。收卷卷筒空筒時直徑170毫米,滿筒時為1400毫米,卷徑變化約8倍。收卷卷筒采用Danfoss Automation FC302系列高性能驅動器,加裝中心卷繞卡。中間裝有張力檢測輥。
圖一、LSR800熱定型機收卷機結構圖
二、 丹佛斯中心卷繞卡的功能:
丹佛斯中心卷繞卡上的接口端子如右圖所示:
X55為編碼器2輸入接口,缺省用于連接本機編碼器;
X56為編碼器1輸入接口,缺省用于連接線速度檢測編碼器;
X57為10端口數字量控制信號輸入;
X58為24VDC電源;
X59為8端口數字量控制信號輸出。
圖二、丹佛斯中心卷繞卡外形圖

丹佛斯中心卷繞卡的最關鍵的功能是卷徑計算。一般卷徑有3中檢測方式,一為傳感器直接測量,由于需要現場安裝傳感器,成本會提高,而且故障率增加,所以實際一般較少采用;其二為厚度積分法,優點是控制簡單,但是缺乏靈活性,當產品品種變化時需要調整參數;第三種方式為線速度計算法,根據公式 ,由于D線速度檢測是固定不變的,所以通過檢測線速度檢測輪的轉速和卷筒的轉速就能算出卷筒的當前直徑。這種辦法計算精度較高,而且由于線速度檢測和卷筒轉速檢測本來就是系統中已有的,所以在實際現場中采用得最多。
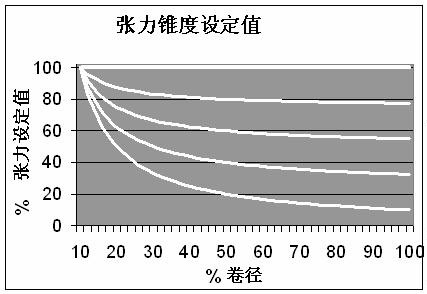
有了卷筒直徑,就能根據張力和錐度設定給出張力錐度的設定值。丹佛斯中心卷繞卡的張力錐度設定值變化曲線如圖四,當張力錐度設為0時,表示恒張力,張力設定值與卷徑無關;當張力錐度設為100%時,表示恒轉矩,卷徑每增加一倍張力就減小一半。
圖三、張力錐度設定值曲線
三、 丹佛斯中心卷繞卡的參數設置及調試:
首先進行開環調試:
1. 設置參數1924,“線速度標定系數”
先不上織物或線材,卷筒處于空筒狀態;然后開機;將線速度開到最大;這時候一邊調節參數1924,一邊觀察變頻器操作面板LCP上線速度檢出值的讀書,直到此讀數等于100000為止;如果線速度檢出值讀數為負值,說明主編碼器方向是反的,則要互換主編碼器的A、B相接線。
2. 設置參數1925,“速度匹配”
先檢查參數1905“最小卷徑”設置是否正確,參數1905的設定值應該等于 ,然后將卷徑復位到最小卷徑,并將PID調節器關閉(將增益和積分設為0),接著開機,線速度開到最大值;這時卷繞速度完全由線速度前饋決定,然后一邊調整參數1925,一邊觀測卷繞的輸出線速度,直到卷繞的輸出線速度與前段線速度的實際值相同。
3. 設置參數1926,“卷繞轉速標定系數”
在第二步的基礎上繼續,因為這時卷筒正好運行于最高轉速。一邊調整參數1926,一邊觀察卷繞轉速檢出值的讀數,直到卷繞轉速檢出值的讀數等于100000。
然后進行閉環調試:
將織物或線材按正常生產方式裝到設備上,將線速度設為0,然后開機;這時PID調節器應該開始工作,觀察PID調節器的輸出方向,如果實際張力小于設定值,卷筒應該增速(注意放卷時的狀況正好與此相反),反之卷筒減速,說明PID調節器的方向正確;如果不是這樣則,則將PID輸出設為反向;接著設置PID調節參數,使卷筒轉速穩定;再慢慢提高線速度,一邊提速一邊優化PID調節參數,直到整機開到全速,系統也能穩定運行。
四、 運行效果:
由于事先準備工作充分,加上丹佛斯提供的調試工具—MCT10軟件操作簡便,功能強大,在用戶現場調試一次就成功,系統開機至今未遇任何故障。
參考文獻
[1] MCO352中心卷繞卡使用說明. MG.33.T1.02. Danfoss A/S
[2] FC300編程指南. MG.33.M3.41 Danfoss A/S
作者簡介
夏明:上海津信電氣有限公司技術部經理,主要從事丹佛斯變頻器產品的應用和研究。聯系方式:上海市新市路248弄5號,郵編:200083,電話:021-65618877
下一篇: PLC、DCS、FCS三大控
上一篇: 索爾維全系列Solef?PV


