發布日期:2022-10-09 點擊率:80
1 引言
注塑成型加工行業屬生產密集型產業,注塑機作為其主力設備,是公認的“耗能大戶” ,加上塑料制品種類多樣性和機型配置單一性,導致電能利用率普遍較低。同時,隨著行業內競爭日趨激烈,成本戰導致企業的利潤空間進一步縮小,而電費占總成本的比例越來越高。基于注塑成型加工行業的這種現狀,合康變頻致力于電機調速驅動技術的研發改進,其同步機驅動器憑借著優良的性能和質量成功地解決了傳統注塑機的油泵系統控制精度不高,油閥動作滯后等缺點,有效地提高企業的節電效率并降低了設備的維護成本。
2 合康HID618注塑機專用伺服驅動器的主要優勢
2.1 節能降耗
同步機改造節能體現在兩方面,一是電機上的節能,交流永磁同步電機轉子磁極采用永磁材料基本無消耗,電機功率因數高于0.95。而普通三相交流異步機會消耗較大的無功功率,功率因數低于0.85;另一方面是工藝上的節能,由液壓公式:P功率=P壓力×Q排量×N轉速/60,可知液壓功率跟壓力、油泵的排量和電機的轉速是相關聯的;液壓能耗W=P×t功率的時間累積就是能耗,在壓力不變的情況下有效地改變電機轉速或者油泵的排量就可以節省能耗。
2.2 快速響應,縮短周期
電機上,電機結構及工作原理不一樣,決定電機的響應不一樣。普通異步機加減速時間長,配合變頻器驅動時間一般>600ms;而永磁同步電機加減速時間短,配合伺服驅動器時間大約是20ms-50ms。
工藝上,同樣排量的油泵下,異步機不具備弱磁擴速,而同步伺服機具有可以弱磁擴速500轉的能力,而注塑機的動作快慢是由流量決定的,同步機液泵可以使注塑成型周期縮短。
2.3 提高精度
同步電機液壓泵系統檢測了實際的油壓信息,油壓給定與油壓反饋信號進行運算后獲得輸出轉速指令。這種控制方法可以使實際的油壓值跟隨油壓指令變化。通過調試,可以使得油壓控制精度在1%以內。而傳統定量泵系統采用油壓開環控制方式,實際的油壓不能進行精確的控制。
2.4 降低油溫
系統的供油方式不同:恒速供油(定量泵系統)高壓溢流,油溫高;變速供油(伺服泵系統)無高壓溢流,油溫低。油溫低,粘度下降慢,壓力特性好,調機方便;油封老化周期延長,節省維修費費;泄漏量少,工作環境干凈;減少注塑機的冷卻水量,節省水塔投資費用車間工作環境降低,節省車間降溫費用。
3 合康變頻HID618同步伺服驅動器在東莞某鍵盤外設廠的改造應用

圖1 同步驅動器運行現場
3.1改造的基本情況
應用地點:東莞某鍵盤生產廠
變頻器型號:HID618-T4-22G
系統名稱:德群注塑機,電機功率17.8kW,扭矩100N.m,額定轉速1700rpm。
3.2進行伺服油泵改造的必要性
該廠(如圖1)主要生產電腦鍵盤等產品,一樓為注塑車間,原有注塑機采用傳統的三相異步電機+變量泵的液泵系統,由于系統的高壓溢流,油溫高等原因,導致設備油封老化快,設備需要頻繁的維護保養,運行成本高,生產效率低。為了提高生產效率和降低運行成本,決定對該注塑機進行同步機液泵改造。
3.3 伺服系統改造的方案設計
(1)改造前的匹配性檢查
在改造過程中,合康變頻專門對伺服油泵,同步電機進行了匹配檢查,發現伺服油泵并未根據原有注塑機的噸位和流量進行選擇,而關系到注塑機伺服泵系統選型的是注塑機的噸位和壓力。噸位和流量之間有大致的對應的關系,因此要給注塑機做選型配置時,一定要知道注塑機的流量和系統壓力。其次是要根據選用的伺服油泵選擇相匹配的同步電機。再就是根據同步電機的主要參數進行伺服驅動器的選擇。
針對改造前注塑機同步電機存在的問題,合康變頻專門設計注塑機伺服節能控制解決方案,采用合康變頻HID618系列注塑機專用伺服驅動器,其具備永磁同步電機的閉環矢量控制算法,集成注塑機專用控制卡,用于伺服油電混合注塑機中的伺服電機控制。對給定的流量、壓力指令和壓力反饋信號精確控制,快速、準確地控制電機轉速,為注塑機系統提供所需要的壓力和流量,完全實現按需供油,極大減少傳統液壓旁路的溢流損失,滿足塑料成型快速、精確、節能的要求。
(2)合理的接線方法
將原有動力系統的星三角啟動線路拆除,取原電源至同步驅動器HID618的電源進線端,同步驅動器的出線端接同步電機。(如圖2所示)
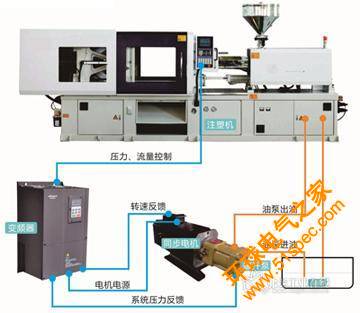
圖2 同步機控制注塑機配置簡圖
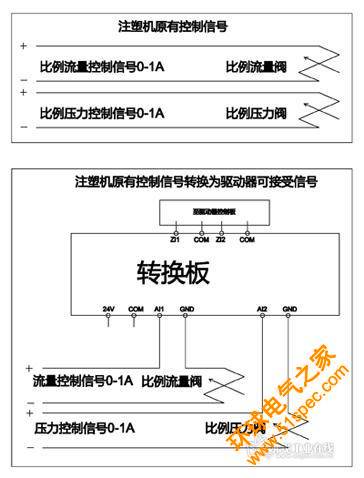
圖3 控制線路如圖
其中同步機改造注塑機系統中,由于更換了油泵,原油泵所帶的壓力比例閥和流量比例閥不再使用,注塑機比例閥和流量閥輸出0~1A電流信號,串一個50歐、100W電阻,經合康LKZ-F015-V01電流電壓轉換板轉換為0~10V信號,然后接入變頻器模擬量輸入端子。(如圖3所示)
將同步機的編碼器信號接到注塑卡的脈沖信號通道,將油泵的壓力傳感器信號接入同步機的模擬量通道。
(3)使用過程中的注意事項:
?同步機系統響應非常快,要求PID調節異常靈敏,現場可以設置模擬量通道的模擬濾波時間設置一般為0.01s或者為0,PID輸出緩沖時間也可以設置為0;
?對系統PID給定壓力值和反饋壓力值精度要求較高,一旦這兩個值有干擾,直接影響PID調節效果。可以在這兩個模擬量的輸入端并聯電容方式減小輸入信號的波動;
?比例閥和流量閥輸出回來串入的電阻,如果散熱性能不佳將會導致輸入的模擬量波動;
?系統響應快,因此加減速時間可以設置為F0.11 = 0.020s,F0.12 = 0.020s,系統可以正常工作;
?旋轉變壓器信號線接入到擴展板旋變輸入端子。正常情況下,旋轉變壓器激勵信號源R1-R2導通,正弦信號源S1-S3間導通,余弦信號源S2 –S4間導通,且S1-S3間的電阻值與S2 –S4間電阻值大小相等。
3.4改造同步機控制后的效果
?徹底消除高壓節流,比原異步電機+變量泵系統節電40%;
?響應迅捷,0-100%升、降速時間≤0.02秒,0-100%壓力變化最快可達20ms,提高生產效率;
?控制精確,重復精度誤差是0.1%,制品精密抗過載能力強,伺服的力矩過載倍數≥300%;
?狀態轉換靈活,速度、力矩控制靈活切換,平滑減輕開、鎖沖擊,延長液壓油泵、機械和模具使用壽,降低噪音、改善工作環境。
下一篇: PLC、DCS、FCS三大控
上一篇: 索爾維全系列Solef?PV


