發布日期:2022-10-09 點擊率:70
1.項目的背景和必要性
1.1項目的背景
工業的迅速發展,中國作為世界制造業基地的地位更加鞏固,各種模具工業近年來在我國不斷增加,但目前在模具工業市場,存在諸多問題。
模具決定著產品質量,影響著生產排期,所以模具的管理,必將越來越受到企業的關注,勢將成為完善企業管理的改進重點和關鍵環節。
如何采用高科技手段,加強模具工業市場的安全和品質管理、供應商管理、降低運營成本,使企業的各項數據能夠得到時時有效的采集和追蹤,并為管理提供可視化即時數據,是模具行業急需重點解決的問題。
1.2模具工業及模具使用過程中存在的主要問題:
模具管理的現狀分析
在過去一年的調研中,我們先后接觸了全國近千家電子、五金、塑料及模具企業,總結發現只有近5%左右的企業有使用系統來管理模具的開發、使用、維護,而其它企業則多是使用Excel表格或是Access數據庫做些簡單程序來做管理,這些管理方式基本上是采用檔案共享方式將收集到的數據分享給使用者,常常存在以下的缺陷:
1、數據完整性及邏輯性不強;
2、數據安全性不足,控管不方便;
3、資料統計分析及時性及靈活性不夠﹔
4、缺少自動提醒功能等。
模具管理中存在的問題:
生產管理人員
A. PMC排產時無法事先知道模具的好壞狀況,經常到了上模生產以后,才發現模具是有問題的,生產次品率高,排期常被打亂;
B. 沒有記錄模具的累積總壓模次數(啤次)或是記錄不到位,從而預測不到模具的壽命;
C. 每次模具上模參數沒有完成的記錄,如壓力、成形時長、溫度等,要趕啤某塑料產品時,搞了大半天才設定到最好的啤機狀況,才可正式大量生產;
模具管理人員
D. 模具文件數據查找費時,常常導致從模倉內找了幾天才到某套模具出來,其實是非常急用的?
E. 模具數據記錄不完整,時有上模后又發現是壞模,要下模再修理此模具?
F. 盤點模具資產很困難,經常需要盤點才知道模具的資產分類及資產狀況;
組合模具(模胚+模芯)很雜亂,沒有好的辦法管理此類模具;
H. 模具的作業流程比較混亂,責權不明析,下模后經常隨意擺放在車間,模具交收不及時;
工模部管理人員
I. 多個工件分別加工,不容易知道整體模具的開模進度。
J. 月底很難知道各加工中心工作時間分布狀況,或每套模具占用的加工時間。
K. 很困難分析每套模具開模、修模、改模花費的工時及成本。
L. 模具制造的進度只能做粗略控制,很難事前掌控每個工件工序進度對模具整體進度的影響。
M.不能及時知道那個工件工序需要協助,及早調節交辦期,經常會等到極端情況下才有人提出<
系統資訊 | 基礎資料 | 模具資訊 | 分析列印 |
帳套設置 | 部門資訊 | 模具類別 | 獨立模發模單報表 |
系統資訊 | 人事資料 | 模具基本資料 | 模具過期未回收表 |
常用代碼 | 客戶資訊 | 產品模具對應表 | 列印應回收模具清單 |
用戶管理 | 廠商資訊 |
| 模具壽命狀況表 |
更改密碼 |
| 模具使用 | 模具呆滯狀況表 |
|
| 獨立模發模單 | 模具狀況總表 |
庫存資訊 |
| 獨立模回收單 |
|
庫存類別 |
|
|
|
庫存主檔 |
|
|
|
|
|
|
方案特點:
集中管理模具資料、跟蹤模具存放位置、快速了解模具可生產產品、及時查詢模具狀態、
預測模具壽命、按用戶控制模具資料使用控管
2.6模具的標識
模具的身份,在本系統中標識為電子標簽唯一的一個序列號碼,它代表一組與模具密切相關的數據信息。標簽安裝時可靈活安裝,以便生產時取下與重新安裝,標簽中數據通過加密進行存儲,所以重新安裝的標簽能保證為系統的標簽。
企業相關操作人員通過系統軟件可以建檔、編輯和維護該信息,所有參與模具管理、使用和流轉的操作及管理人員均可根據其權限通過標簽讀寫設備或管理軟件查詢到部分或全部信息。
2.7相關人員的標識與管理
系統中所有相關人員配發有可讀寫電子標簽身份識別卡作為身份識別和交接依據。所有相關人員要先到企業辦理相關手續,領取證卡,在模具交接時,讀寫設備自動修改卡內相關信息,同時將交接數據即時上報中心管理系統。
2.8作業操作人員的識別與管理
參與系統作業的操作人員可以分為以下幾類:
1.模具收發管理人員
2.模具領用管理人員
3.模具檢驗人員
4.模具使用人員
5.設備、模具巡檢人員
6.系統信息管理人員
7.決策或企業管理人員
8.系統管理和維護人員
對1到6類人員,系統為每位員工配發一張唯一的用戶卡,在其進行作業操作時系統自動判斷其合法性及權限,控制其操作。在其每一操作完成后,讀寫設備將其進行身份代碼與所進行的操作信息一并上報系統中央管理系統。從而達到對所有人員的操作都可以實時跟蹤和檢查。對于第7到8類用戶,系統直接通過用戶名與用戶口令的方式核對身份和權限。
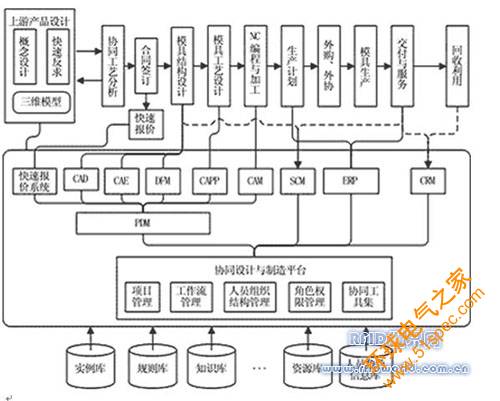
系統總體結構
流程分析
流程規范為三步: 一、模具定購、生產計劃,二、收集數據,三、數據分析,可參見圖-1,①模具定購、生產計劃:模具生產單內有詳細記錄了生產計劃數據如工單號、生產模具編號、工件及工藝安排;②收集資料:模具生產單發放到工模部,由各組別(模具設計組→數控組→崁模塊→試模塊等)作業人員按單施工,再通過生產進度單將制造進度數據及時輸入到系統;③資料分析:由成本分析及制造實際成本及進度的分析報表,幫助管理者實現從粗獷到精細管理需求。
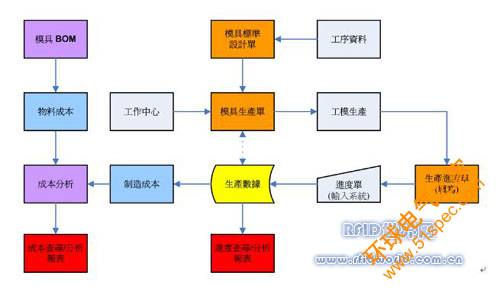
圖 1
模具定購和流轉作業過程介紹
模具定購管理、生產計劃
本系統能夠用作設置企業的一切基本數據,如客戶數據、部門數據、模具倉庫管理。此外,維持模具詳細資料、模具的物料清單及有關模具的工程檔案等。系統可以獨立運作,補充某些企業源規劃 (ERP) 系統的不足,亦可以整合到企業原有的 ERP 系統,其中心數據管理的方式,易于查找數據及分析數據,其按實際作業流程而設計及編寫的程序,能確保系統適合管理層及操作人員的需要。
在這個過程中,系統還可以就其所需要的物料進行管理。如該系統通過模具 BOM 清單,靈活的配合模具工程物料的變更,并可以記錄模板鋼材、模胚、螺絲、頂針、彈簧等數據。
模具開發管理
本系統中的模具開發主要為工程部及生產部使用,因此,此模塊功能對模具開發的管理尤為重要。其功能包括:開發項目申請及批核時填寫有關開發的數據,如使用物、時間、成本及資源等,申請需經過批核才能開發,開發進度時監察,填寫實際使用的時間及物料,監察模具開發的狀況。
在模具開發中,該系統也可以計算模具工藝及其它成本:各工序的工時及單位成本,外發加工工序成本,如熱處理、精密線割等,管理成本,如管理費用,工廠成本等,經過計算物料費用、加工費用、管理費用,以及其它費用,從而計算出制模的總成本。
模具使用狀況及位置管理
本系統擁有發模單、回收模單的功能,如生產部或任何人使用模具,均需發出“發模單”,表明使用日期及地點。歸還時亦需發出請求,而在這一過程中,該系統需要記錄模具使用的數據。在模具倉庫進出辦理方面,該系統要求進出倉庫的模具均需要作記錄,而當模具交予使用單位時,亦需要該單位確認。
在制模進度管理方面,系統可以知道每道工序進度的百分比,如已經完成 20% 、 30% 等,其進度的狀態則包括:“順暢” ( 代表進度按原定計劃進行 ) 、“注意” ( 代表進度可能出現問題 ) 、“危險” ( 代表進度已經出現問題,立即處理或安排 ) 。若出現“注意”或“危險”的字樣,系統標明是什么原因引起的問題,以及怎樣處理問題的訊息等。這樣,企業的管理層就不需要具體操作人員的通知,就能了解工程的進度,并及時進行相關調整。
模具維修管理
模具的維修主要為工模部或倉庫人員使用,幫助用戶記錄模具維護的詳情,包括損壞原因等。本管理系統要求每一個模具均附有維修記錄,其中包括:一、模具維修、回收單。即填寫有關維修或歸還請求,倉庫人員便將所指定的模具送交所需單位﹔二、定額維修,它要求企業為模具例行維修記錄﹔三、維修狀況查詢,即讓員工查詢模具維修的狀況。
管理系統的報告分析
本系統的管理報表主要為不同部門的管理層使用,它可以幫助用戶清楚掌握模具使用及狀況。其一、有關模具開發的報告,如報價分析、開發時間及成本分析、開發用機械使用量分析、原材質用量分析等﹔其二、有關模具使用的報表,如模具使用歷史、模具用量指標、維修警示等﹔其三、有關模具維修的報表,如損壞原因統計、定額維修狀況等方面的資料。
模具使用交收流程的建立和模具流轉
本系統以使用模具的部門有注塑部、沖壓部,還有外發加工商為原形,規劃規范的交收管理流程,標準化的管理制度和流轉流程如下:
模具基本數據的錄入
由于企業模具數量會非常多,數據也可能非常分散,所以,我們針對于這種情況,先輸入模具數據比較完善的工模部的數據,然后給模具加標簽,模具的基本數據包括:模具所生產的產品數據、模具的存放位置、模具的開模時間、資產所屬、模具狀態、模具使用時的注意事項、每啤出件數量、壓模期初數以及模具的工程預設壽命次數,并且指導輸入模芯的數據。對于新模具,我們要求工模部在模具作成之后,填寫《模具首次作成入庫單》,交給文員,加裝標簽后,由文員將數據輸入系統。
經過一個將常用多套模具輸入系統,建立中心數據系統,即可開始使用模具系統進行模具的交收作業。
A. 因為生產部來領模具時,領模人必須以生產單來領模,將生產單交給模具管理員,然后模具管理員讀取模具標簽,由系統打發模單,將模具和此單一起交給領模人,并要求將發模單進行簽收確認;
B. 生產完成之后,最后拿模具進行生產的工作人員此時是最清楚此模具狀態的,所以送模具回收的人必須手工填寫《模具回收單》,將狀態、批次、以及現在模胚中安裝的模芯等模具數據填寫到此表中,然后將模具、模具所生產的尾件、《模具回收單》一起交到模具管理員手中,由模具管理人員讀取模具標簽,將相關信息輸入到計算機系統中;
C. 工模維修部將模具領出進行修理時,工模維修部先以自制的申領模具通知單給模具系統操作員,再由系統打發模單,讀取模具標簽后將模具和此單一起交給領模人簽收確認;
D. 工模部將模具修理完成之后 ,必須手工填寫《模具回收單》,將狀態、修理項目、損壞原因等模具數據填寫到此表中,然后將模具和此單一起交給模具管理員,由模具管理人員讀取模具標簽,將相關信息輸入到計算機系統中;
E. 因為生產需要將模具領出時,在生產過程中有時候模具會有故障發生,而如果按之前的做法將模具要先入倉再重新領模,這是很麻煩的,此時,我們需要做的只是將模具交給工模部進行維修,然后工模部將維修結果告訴車間,生產完成之后,車間的工作人員必須手工填寫《模具回收單》,將狀態和維修項目等模具數據填寫到此表中,然后將模具和此單一起交到倉庫,由倉庫人員或模具管理人員讀取模具標簽,將相關信息輸入到計算機系統中;
F. 有時候模具需要由外發加工商領出進行生產或者維修,模具管理員由系統出《發模單》,模具管理人員讀取模具標簽,將相關信息輸入到計算機系統后,交給外發加工商;
G. 外發加工商將領出的模具進行維修完成之后,需要他們填寫《模具回收單》,模具管理人員讀取模具標簽,將相關信息輸入到計算機系統后,才能簽收入庫。
H. 客戶有時候需要將模具收回,系統照樣打發模單,模具管理人員讀取模具標簽,將相關信息輸入到計算機系統后,然后將發模原因改為《退回所屬公司》即可。
2.5項目實施的技術路線
1.數據中心系統采用小型數據庫技術、網絡技術、分布式計算技術,建立中心數據庫以及各業務系統。
2.利用中間件技術實現硬件和應用程序間的中介角色,將各種不同的RFID設備和軟件更順暢地協同運行。該框架包括了RFID邊緣件和RFID集成中間件兩大部分。
3.各節點終端系統的部署和信息采集利用RFID技術進行部署
4.應用RFID技術,建立模具的定購、生產、維修、流轉等全程的監控與控制系統。
系統組成與功能描述
RFID電子標簽
安貼在每一套模具上,編號根據客戶要求編寫,可代表模具類型、開始使用日期、所有人、公司內部固定之產編號、使用年限等,并與后臺數據管理系統一一對應。
RFID電子標簽生成軟件
用以依照客戶管理需求生成編號并寫入電子標簽內。
注:由于模具使用、沖壓、震動、磨損等問題,可采用金屬RFID電子標簽或采用特殊材料為模具定制刻有號碼的標牌,增強標簽的使用壽命或由于標簽芯片損壞而找不到數據。
手持讀寫設備-用于尋找和盤點模具、辦理模具交接
無線手持機:
? 32位微處理器,主頻:20MHz;
? 實時時鐘
? SAM卡接口(預留):支持ISO7816的標準 T0/T1協議的智能卡。
? SIM卡接口:支持GPRS模塊的SIM卡標準
? 存儲器
n FLASH存儲器 2 MB(標配),不改變線路,可以擴展到8 MB
n RAM存儲器 2 MB
? 液晶顯示器 帶背光
n 符合白天、晚上都可以使用的要求;
n FSTN,128*128點陣;
n 工作溫度:-20度 到 70度;
n 存儲溫度:-30度 到 80度;
? 按鍵(共28個鍵)
n 方向鍵4個\確認鍵1個(2個鍵1個功能)
n 功能鍵8個(包括開關鍵1個\移位鍵1個)
n 掃描鍵2個\通訊鍵1個
n 數字鍵 10個
? 電子標簽識別模塊
n ARM模塊(可選)
n INTEL模塊(可選)
n 射頻接口(可選)
? 條碼識別模塊
支持一維條碼或二維條碼
? 通訊接口
n 標準RS-232接口;
n 無線微功率無線模塊(可選);
n GPRS/CDMA通訊接口:(可選);
? 待機時間
3天以上;提供節電保護;在設定時間未使用時,自動關機。
? 配件
n 可充電鋰電池:1700mAh。
n 專用充電器:PC機USB口,或直接5VDC適配器。
n 充電底座
? 支持用戶二次開發
n 編程語言:標準C語言
n 函數支持:
u 顯示\鍵盤\通訊\FLASH存儲\時鐘\蜂鳴器\非接觸卡\無線模塊\GPRS 模塊函數等
u 支持數據庫檢索
u 詳細的編程指導,例子程序等.
n 自有編譯系統和下載程序,支持Windows CE操作系統.
? 尺寸規格
175mm*68mm*40mm
? 重量:900g
? 跌落試驗:1.2米跌落;
? 具有防潮、防塵、抗震、抗摔、抗電磁波功能。
固定式讀寫器:用于管理模具出入庫
■ 在密集讀寫器部署環境中符合EPCglobalTM Class1 Gen2 UHF RFID讀寫器協議
■ 有效管理網絡海量標簽數據信息
■ 通過動態配置緩存和標簽過濾模式消除冗余標簽數據提高網絡效率
■ 640 Kbps標簽數據讀取速度
■ 獨創密集讀寫器環境模式
■ 采用特別的收發模式生成獨特的讀寫器到標簽(RTT)
發射頻率、標簽到讀寫器(TTR)的反射頻率,數據
調制格式和反射類型組合
■ 通過四個獨立的發射/接收天線端口實現極高的識讀率
和標簽讀取速率,從而獲得優越經濟性
■ 通過靈活系數設定和配置提供最大化標簽閱讀量和最
佳工作表現
■ 符合ISO 18000-6-C UHF RFID標準,支持所有Gen2
命令,包括寫入、鎖死和殺死
產品優勢:讀取速度快,每秒可讀1000次標簽數據
讀取準確率高,大量讀取標簽數據時準確率達到99.9999%
通過認證的工業級產品,堅固耐用,適合任何惡劣環境和氣候條件
產品結構設計獨特,散熱好,可連續任意時長不停機工作
獨有密集讀寫器和密集天線工作設計(DRM),抗電磁干擾能力強
規格:
物理特性: 長:29.5cm; 寬:30cm; 高:8cm; 重量:3kg
安裝: 垂直方向
環境: 工作溫度:-20℃ to 55℃ (-4℉ to 131℉)
存放溫度:-40℃ to 85℃ (-40℉ to 185℉)
濕度:相對濕度10﹪ to 95﹪工業等級:IP-53
天線: 4個TNC雙向天線端口,為每個端口分別配置一個獨立的傳輸
和接收天線
電源: 能適應110-240 VAC 車載電源DC伏60瓦
RFID頻率范圍: 800MHz或900MHz波段
接口: 10/100 base T 以太網 (RJ-45連接器)
配置固定IP地址或DHCP
RS-232 (DB9連接器)
HTTP web服務器
標簽空中接口:EPC Class1 Gen2
網絡計算機協議: MACH 1 API
硬件平臺: Xscale
操作系統: Monta Vista Linux3.1
最大讀取速率: 1000tag/秒
最小標簽速度: 660ft/分鐘
附件: 電源線
指令碼: CS461-P (國標)
(P=1:865-869MHz; P=2: 902-929MHz;
P=3: 950-956MHz)
模具管理系統(軟件)
1.數據庫中心管理系統
安裝在客戶管理中心,SQL數據庫對所有模具信息進行存儲、統計、管理,并根據客戶要求定制各種管理功能。
組成:
? 門戶管理系統
? Web服務器
? 監控中心數據庫
? 生產信息中心
? 生產控制中心
? 模具倉庫中心
2.各子系統
? 模具標簽管理
? 工作人員標簽管理
? 操作人員標簽管理
? 出入庫模具認證、信息儲存
? 出入庫模具相關人員身份管理
? 模具統計管理
? 出入庫管理
? 檢測、維修管理
? 設備基本信息管理
? 數據通訊
實施的計劃
階段目標
階段目標內容時間(月)
第一階段項目前期準備階段:
1.完成項目可行性分析
2.選定示范項目點,實地考察需求
3.確定技術合作方,確定解決方案
4.確定設備安裝方案及檢測指標,完成設備選型。
—
第二階段1.完成各指標的檢測方法與各項數據標準
2.建立數據庫系統;
3.完成信息管理中心的平臺建設
4.完成系統的原型
5.完成設備的演示調試
—
第三階段1.完成設備購置、現場安裝與調試
2.進行系統的修改,完成系統的試運行;
—
第四階段項目試運行階段:
1.完善標準;
2.通過數據庫的信息積累,為項目技術推廣做好前期準備。
——
附:本公司CSL-461讀寫器已成功應用于制造業,政府,軍隊,等.如需詳細資料請聯糸.
有問題請聯糸
文檔制作:任工
Email : Renzhixian@126.com
QQ : 479017087
Mobile: 13911533725
http://company.rfidworld.com.cn/rfidworld_company_27961.html
下一篇: PLC、DCS、FCS三大控
上一篇: 智薈科技門禁脈稱量出


